智能机械制造系统计划与执行认知实验
1、了解总控台对分站进行监测的方法;
2、了解总控对各分站流程运行的控制方法。
1、制造物联实验平台一套;
2、安装西门子编程软件STEP7-MicroWIN 的计算机一台。
本系统是一种典型的环形柔性自动生产线,结合机器人、自动控制等先进制造领域中工业自动化应用的实际情况,针对实训教学活动而进行的专门设计。融光、机、电、气、液于一体,将工业现场设备微缩,包含了PLC、机器人、传感器、液压、气动、工业控制网络、电机驱动与控制、计算机、机械传动等诸多技术领域,整个系统由监控部分、主站与从站、通讯系统构成一个完整的多级控制系统。
制造物联实验平台由总控单元、上料单元、六自由度搬运机器人单元、、并联机器人加工单元、图像检测搬运单元、落料单元、喷涂烘干单元、、加盖单元、穿销单元、检测单元、条形码识别单元、分拣输送单元、提升机械手单元、物流仓储单元、堆垛解垛单元、圆带转角机、滚筒转角机、旋转转角机单元等19个单元组成。
总控单元采用profibus-DP 协议通过S7-300PLC与各分站进行通信。其中上料单元、液压冲压单元、落料单元、喷涂烘干单元、加盖单元、穿销单元、检测单元、条形码识别单元、分拣输送单元、提示机械手单元、物流仓储单元、堆垛解垛单元和行车机械手单元通过S7-200PLC进行控制并与主站通信,六自由度搬运机械人单元、并联机器人加工单元、图像检测搬运单元及图像处理单元通过嵌入式计算机控制并与主站通信。
总控台上安装有红、橙、绿三种颜色的指示灯,通过指示灯的状态可以判断系统当前的状态,只有红灯闪烁时为停止或者是复位完成停止状态,只有橙色灯一直亮时为系统复位中状态,橙色灯闪烁时说明系统有故障,绿色灯闪烁时为系统正在运行的状态。
该系统可通过操作板面及触摸屏进行控制,同时可通过触摸屏及工控机进行监测。在联机状态下还可以通过触摸屏中“手动控制”对各个从站进行控制,其中触摸屏界面如图1-1-1所示。
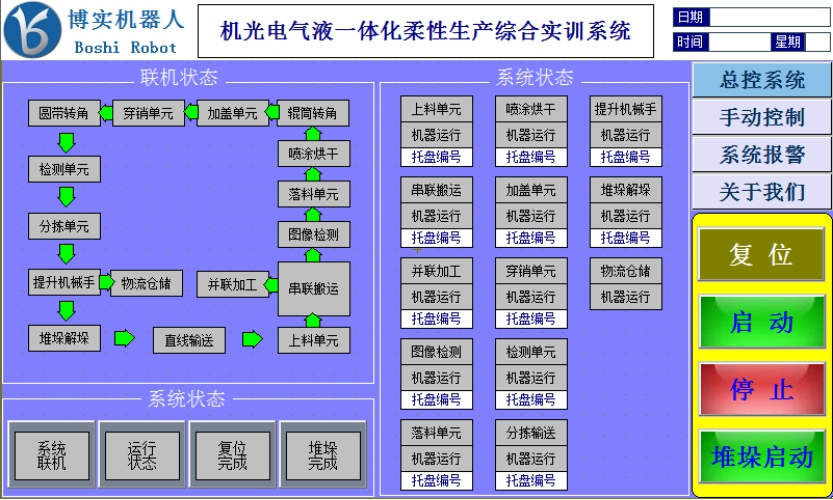
图1-1-1 总控系统界面

