1、了解PLC的工作原理;
2、掌握PLC编程与操作方法;
3、了解气缸传感器的使用方法;
4、掌握PLC进行简单装配控制的方法。
1、制造物联实验平台一套;
2、安装西门子编程软件STEP7-MicroWIN 的计算机一台。
学生可通过实验验证工业现场中如何使用PLC对控制对象进行控制。
穿销单元包括漏斗型料仓、落料机构、穿销机构、工件输送带四部分,如图1-10-1所示。
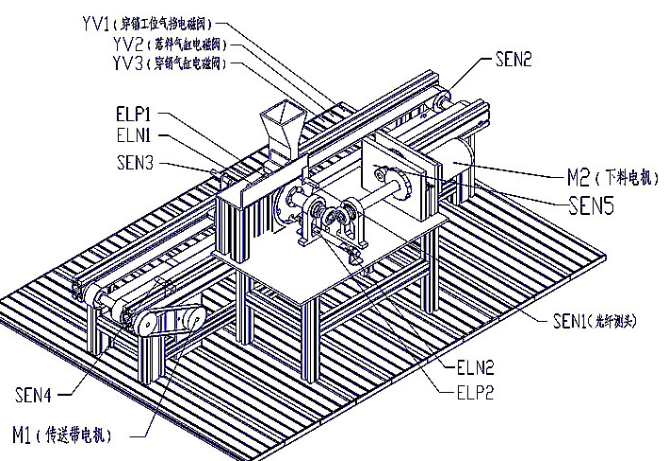
图1-10-1 穿销单元结构图
各部件名称和作用介绍如下:
SEN1:光纤传感器,用来检测料库是否有料;
SEN2:接近开关,用与皮带输入端托盘检测,检测托盘位置;
SEN3:反射光电开关,用与穿销工位处工件检测,检测工件位置;
SEN4:反射光电开关,用于皮带输出端托盘检测,检测托盘位置;
SEN5:光电开关,用来检测旋转下料电机旋转的位置;
ELN1:磁性开关,用来检测落料气缸缩回位置;
ELP1:磁性开关,用来检测落料气缸伸出位置;
ELN2:磁性开关,用来检测穿销气缸缩回位置;
ELP2:磁性开关,用来检测穿销气缸伸出位置;
YV1:阻挡气缸电磁阀,通过此电磁阀来控制阻挡气缸的伸出与缩回;
YV2:落料气缸电磁阀,通过此电磁阀来控制落料气缸的伸出与缩回;
YV3:穿销气缸电磁阀,通过此电磁阀来控制穿销气缸的伸出与缩回;
M1:输送带电机,带动输送带运行;
M2:旋转落料电机,通过电机带动落料机构的旋转实现落料。
本实验中用到的PLC控制部分输入输出点配置表如表1-9-1所示,请仔细阅读此表。
表1-9-1穿销单元控制系统PLC部分输入输出点配置表
输入点 | 信号 | 说 明 | 输入状态 |
ON | OFF |
I0.0 | START | 启动按钮 | 有效 | 无效 |
I0.1 | STOP | 停止按钮 | 有效 | 无效 |
I0.2 | RESET | 复位按钮 | 有效 | 无效 |
I0.3 | CEMG | 紧急停止按钮 | 有效 | 无效 |
I0.4 | SEN1 | 销子下料处工件有无检测光纤传感器 | 有效 | 无效 |
I0.5 | SEN2 | 传送带工件输入接近开关 | 有效 | 无效 |
I0.6 | SEN3 | 穿销工位反射光电开关 | 有效 | 无效 |
I0.7 | SEN4 | 传送带工件输出反射光电开关 | 有效 | 无效 |
I1.0 | 1EL- | 落料气缸缩回位置磁性开关 | 有效 | 无效 |
I1.1 | 1EL+ | 落料气缸伸出位置磁性开关 | 有效 | 无效 |
I1.2 | 2EL- | 穿销气缸缩回位置磁性开关 | 有效 | 无效 |
I1.3 | 2EL+ | 穿销气缸伸出位置磁性开关 | 有效 | 无效 |
I1.4 | SEN5 | 落料电机旋转位置光电开关 | 有效 | 无效 |
I1.5 | M/A | 单/联机选择开关 | 单机 | 联机 |
| | | | |
输出点 | 信号 | 说 明 | 输出状态 |
ON | OFF |
Q0.4 | START-HL | 启动指示灯 | 有效 | 无效 |
Q0.5 | STOP-HL | 停止指示灯 | 有效 | 无效 |
Q0.6 | RESET-HL | 复位指示灯 | 有效 | 无效 |
Q0.7 | ALM-HL | 报警指示灯 | 有效 | 无效 |
Q1.0 | M1 | 传送带电机 | 有效 | 无效 |
Q1.1 | M2 | 下料电机 | 有效 | 无效 |
Q1.2 | YV1 | 穿销工位定位气挡电磁阀 | 有效 | 无效 |
Q1.3 | YV2 | 落料气缸电磁阀 | 有效 | 无效 |
Q1.4 | YV3 | 穿销气缸电磁阀 | 有效 | 无效 |
以下是穿销单元触摸屏监控界面,如图1-9-5和图1-9-6所示,联机运行时通过触摸屏对系统运行状态进行监测,单机时通过触摸屏对系统进行手动控制。
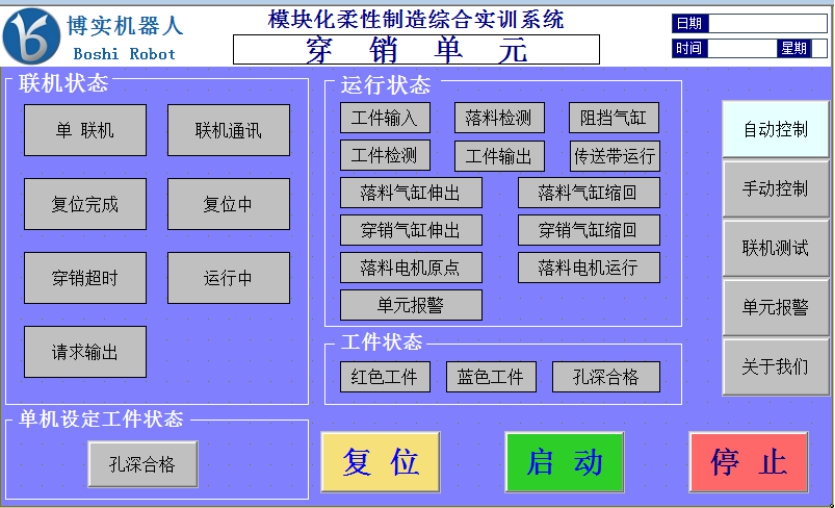
图1-9-4 穿销单元自动控制界面

图1-9-5 穿销单元手动控制界面
 穿销单元工件穿销实验-接线说明.pdf穿销单元工件穿销实验-实验步骤.pdf
穿销单元工件穿销实验-接线说明.pdf穿销单元工件穿销实验-实验步骤.pdf

